Эксплуатация и ремонт машин и оборудования нефтяных и газовых промыслов |
|
|
|
|
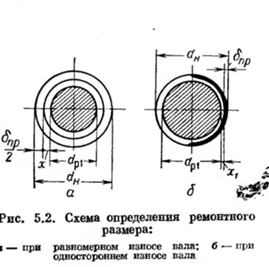
СПОСОБ РЕМОНТНЫХ РАЗМЕРОВ Сущность способа ремонтных размеров заключается в том, что одну из изношенных деталей сопряжения, обычно более трудоемкую, подвергают механической обработке до заранее установленного ремонтного размера с целью придания ей правильной геометрической формы и получения требуемой шероховатости поверхности, а другую деталь заменяют новой или заранее отремонтированной до этого же ремонтного размера, что обеспечивает первоначальную посадку в сопряжении. В паре вал — подшипник ремонтные размеры сопрягаемых поверхностей будут меньше, а в паре цилиндр — поршень больше первоначальных размеров. Применяют свободные и стандартные ремонтные размеры. В качестве свободного ремонтного размера принимается ближайший размер ремонтируемой детали, позволяющий получить требуемую геометрическую форму и шероховатость поверхности. Преимуществами свободных ремонтных размеров являются минимальная трудоемкость механической обработки и максимальное количество ремонтных размеров. Недостатки этого способа: 1) нельзя изготовить другую деталь сопряжения, пока не отремонтирована более трудоемкая; 2) исключается взаимозаменяемость деталей. Стандартные ремонтные размеры устанавливают заблаговременно, определяют их количество и численные значения. Под эти размеры выпускаются комплекты запасных частей. В табл. 5.1 в качестве примера приведены ремонтные размеры для некоторых деталей бурового оборудования. ' Для определения ремонтных размеров пары вал — подшипник рассмотрим следующие два случая: 1) износ вала равномерный по окружности (рис. 5.2, а); 2) износ вала односторонний (рис. 5.2, б). Вал с равномерным износом ремонтируется механической обработкой 'при наличии на изношенной поверхности царапин, рисок и т. п.), либо (при корошем качестве изношенной поверхности) простой заменой сопряженной детали деталью с ремонтными размерами. Ремонтные размеры шейки вала определяются из следующих соотно-пений: грудоемкой детали сопряжения; возможность заранее организовать изготовление заменяемых деталей сопряжения, что позволяет сократить сроки ремонта и снизить его стоимость. К отрицательным сторонам этого способа следует отнести необходимость в замене сопряженной детали; наличие нескольких ремонтных размеров деталей, тго помимо эксплуатационных неудобств вызывает необходимость иметь лиш-аий резерв запасных частей. Несмотря на эти недостатки ремонт крупных и дорогих деталей бурового и нефтегазопромыслового оборудования часто производят способом ремонтных размеров. Способ ремонтных размеров применяют при ремонте цилиндров компрессоров и двигателей внутреннего сгорания, цилиндровых втулок поршневых насосов, шеек коленчатых валов, зубчатого венца стола ротора и других деталей. СПОСОБ ДОПОЛНИТЕЛЬНЫХ РЕМОНТНЫХ ДЕТАЛЕЙ Этот способ заключается в использовании дополнительных ремонтных цеталей, которые закрепляют непосредственно на изношенной поверхности. Толщина дополнительных ремонтных деталей обычно значительно превышает величину износа ремонтируемой детали, в связи с чем перед установкой цополнительной детали необходимо удалить с изношенной поверхности слой металла. Пользуясь этим способом при восстановлении концевой шейки вала, обрабатывают шейку до меньшего размера, если позволяет механическая прочность, и напрессовывают дополнительную втулку, а затем производят ее механическую обработку до первоначального размера и требуемой шероховатости поверхности. Возможно дополнительное крепление втулки на валу штифтами, резьбовыми стопорами или электросваркой. Цри восстановлении шейки в средней части вала используют две полувтулки, которые устанавливают на предварительно обработанную шейку, крепят штифтами или сваркой, а затем производят их механическую обработку по наружной поверхности. Изношенные отверстия растачивают под больший размер и запрессовывают ремонтную втулку, которую обрабатывают до номинального размера отверстия детали. Толщина стенок ремонтных втулок из стали должна быть не менее 2—2,5 мм, из чугуна 4—4,5 мм. На рис. 5.3 показано использование дополнительных ремонтных деталей для восстановления изношенных резьбовых отверстий в корпусе крейцкопфа бурового насоса. Изношенное отверстие предварительно растачивают и запрессовывают втулку с дополнительным креплением ее сваркой. Затем втулку растачивают и нарезают резьбу первоначального размера. Добавочные ремонтные детали могут быть изготовлены заранее. Недостаток рассматриваемого способа ремонта заключается в уменьшении механической прочности основной детали, вследствие механической обработки. СПОСОБ ЗАМЕНЫ ЧАСТИ ДЕТАЛИ Этот способ заключается в удалении изношенной части детали и присоединении вместо нее дополнительной детали. Заменяемая часть детали соединяется с основной при помощи сварки, резьбы, клея или других способов, после чего производится ее окончательная механическая обработка для получения требуемой точности и шероховатости поверхности. Многие детали бурового и нефтегазопромыслового оборудования имеют одну или несколько прилегающих друг к другу поверхностей, изнашиваемых наиболее интенсивно. Подобные детали, если позволяет их конструкция, целесообразно ремонтировать способом замены части детали. Указанный способ применяют, например, при ремонте корпуса турбобура, стола ротора и других деталей. К недостаткам способа следует отнести сложность подобного ремонта для термически обработанных деталей. На рис. 5.4 показан стол ротора, резьбовая часть которого восстановлена заменой части детали. Часть стола с изношенной резьбой срезают газовой горелкой, вместо нее приваривают надставку, которую затем обрабатывают и нарезают на ней новую резьбу. |
   |