Эксплуатация и ремонт машин и оборудования нефтяных и газовых промыслов |
|
|
|
|
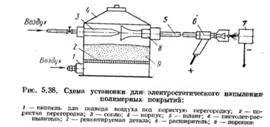
Способ ремонта деталей полимерными покрытиями заключается в нанесении -слоя полимерного материала на изношенную поверхность детали. Существуют различные методы нанесения полимеров на поверхности деталей машин. Выбор метода нанесения определяется природой полимерного материала, его физическим состоянием при нанесении, толщиной покрытия, габаритными размерами и формой детали. При нанесении покрытий из расплавов полимеров обычно применяют метод прессования и литье под давлением. Прессование осуществляется на гидравлических или механических прессах. Для прессования обычно используются пресспорошки из термореактивных полимеров, т. е. таких полимеров, которые при отверждении переходят в неплавкое и нерастворимое состояния. Ремонтируемую деталь, предварительно очищенную и обезжиренную, помещают в обогреваемую-прессформу определенной формы и размеров, и в полость между восстанавливаемой поверхностью* и пресс-формой засыпают пресспо-рошок (рис. 5.37, а). При повышенной температуре порошок приобретает пластичность и под действием давления заполняет все зазоры, прочно соединяясь с поверхностью детали. Основные параметры процесса прессования — температура, давление и время выдержки. При повышении температуры увеличивается текучесть полимера и ускоряется протекание процесса формирования покрытия. Время выдержки детали под давлением зависит от скорости нагревания детали, скорости перехода полимера в твердое и неплавкое состояние и формы детали. Режимы прессования обычно устанавливают опытным путем. Литье под давлением применяется для нанесения покрытий из термопластичных полимеров, которые при нагревании переходят сначала в пластическое, а затем в вязкотекучее состояние, а при охлаждении—вновь в твердое. Литье под давлением осуществляется на специальных литьевых машинах. Ремонтируемую деталь предварительно очищают от загрязнения, обезжиривают, а затем устанавливают в прессформу (рис. 5.37, б). Собранную прессформу вместе с деталью устанавливают на литьевой машине, а гранулы полимерного материала засыпают в бункер литьевой машины. Процесс состоит из следующих операций: дозирование полимерного материала, нагрев и расплавление материала в цилиндре литьевой машины до вязко-текучего состояния, вспрыск под давлением порции расплавленного материала через сопло и литниковые каналы в сомкнутую прессформу, охлаждение детали в форме, размыкание формы и снятие детали. Основные технологические режимы формирования покрытий из некоторых полимерных материалов методами литья под давлением и прессования приведены в табл. 5.14. При формировании покрытий из растворов полимеров полимерный материал наносят распылением, окунанием, шпателем или центробежным способом. При использовании порошковых полимерных материалов применяют электростатический, струйный и вихревой способы нанесения.
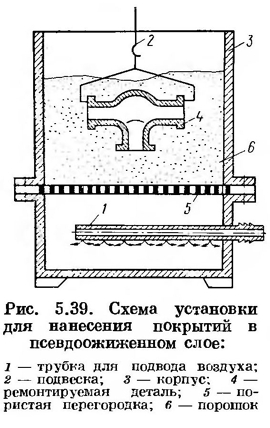
Сущность струйного напыления заключается в нанесении порошка на предварительно нагретую деталь из пневматического распылителя. Способ простой, достаточно производительный и позволяет получать покрытия! хо рошего качества. При вихревом нанесении деталь, нагретая несколько выше температурь* ллавления полимера, погружается в ванну, в которой порошок полимера находится в псевдоожиженном состоянии (рис. 5.39). Частицы полимера, соприкасаясь с горячей деталью, прилипают к поверхности. После удаления из ванны л дополнительного нагрева детали прилипшие частицы расплавляются и растекаются по поверхности, образуя ровное покрытие. При нанесении порошков из термореактивных полимеров после оплавления необходимо провести отверждение покрытия, так как неотвержденные покрытия хрупки и нередко само-лроизвольно растрескиваются. Нанесение покрытия в псевдоожиженном слое отличается технологичностью, высокой производительностью, легко автоматизируется. Указанным способом можно покрывать детали достаточно сложной формы. Качество покрытий, полученных этим способом, во многом зависит от состояния псев-доожиженного слоя. Образование эффективного псевдоожижен-ного слоя достигается в результате: 1) равномерного давления газа на порошок, 2) вибрации емкости, в которую помещен 3) вибрации детали в емкости с порошком; 4) прерывистой подачи воздуха под пористую Полимерные покрытия применяют для восстановления размеров изношенных поверхностей, устранения механических повреждений, повышения антифрикционных, противокоррозионных и других свойств поверхности. Преимущества ремонта деталей полимерными покрытиями: 1) простота технологического процесса; 2) высокая химическая стойкость покрытия; 3) достаточно высокая износостойкость даже при отсутствии смазки.
1) невысокая теплостойкость, в большинстве случаев не превышающая 2) небольшие допускаемые удельные нагрузки.
|
   |