Эксплуатация и ремонт машин и оборудования нефтяных и газовых промыслов |
|
|
|
|
8.3. РЕМОНТ ДЕТАЛЕЙ ТИПА ДИСКОВ К этой группе ремонтируемых деталей оборудования для бурения скважин и нефтегазодобычи относятся зубчатые колеса редукторов и коробок скоростей, цепные колеса лебедок, шкивы и др. Характерными дефектами этих деталей являются износ, задиры и риски на рабочих поверхностях, смятие шпоночных канавок, коробление или погнутость. Эти детали ремонтируют преимущественно способами механической обработки, в частности, способом ремонтных размеров или дополнительных ремонтных деталей. 8.3.1 РЕМОНТ ЗУБЧАТЫХ КОЛЕС В процессе работы зубчатых передач происходит износ зубьев и посадочного отверстия, смятие шпоночных пазов. В отдельных случаях на рабочих поверхностях цементированных зубьев можно наблюдать «шелушение» и выкрошивание цементированного слоя. При износе более 80 % толщины цементированного слоя зубчатые колеса заменяют новыми. Процесс ремонта зубчатых колес в значительной степени определяется характером повреждения и размерами детали. Изношенное отверстие ступицы зубчатого колеса восстанавливают наплавкой, способом ремонтных размеров или дополнительных ремонтных деталей. Выбор способа ремонта определяется диаметром отверстия и длиной ступицы. При диаметре отверстия свыше 100 мм и длине ступицы в пределах размера диаметра изношенную поверхность отверстия ступицы наращивают наплавкой, а затем отверстие растачивают до первоначального размера. При меньших размерах диаметра изношенного отверстия и длинной ступице отверстие растачивают до нового ремонтного размера из-за трудности наплавки. Однако в этом случае необходимо наращивать до нового ремонтного размера посадочную шейку вала, что усложняет процесс восстановления сопряжения вала с зубчатым колесом. Поэтому, когда в отверстии зубчатого колеса отсутствуют шпоночные или шлицевые канавки и толщина стенки ступицы позволяет произвести обработку на больший диаметр, изношенное отверстие зубчатого колеса растачивают и в него запрессовывают стальную втулку, т.е. применяют способ дополнительных ремонтных деталей. После этого колесо вторично устанавливают на станке и отверстие во втулке растачивают до первоначального размера. При смятии или разрушении кромок шпоночной канавки в отверстии зубчатого колеса обрабатывается на долбежном станке новая канавка под углом 120-180° к оси старой канавки. Продольная ось новой шпоночной канавки должна быть параллельна оси отверстия. В отдельных случаях необходимо восстанавливать изношенные поверхности зубьев или поломанные зубья. Изношенные поверхности зубьев ремонтируют наплавкой, способом дополнительных ремонтных деталей, давлением и др. Наплавку ведут электродами, специально подобранными по составу основного металла. После наплавки производят разметку и фрезерование зубьев. Разрушенные отдельные зубья могут быть восстановлены способами, показанными на рис. 11.4 и 11.5. При изломе или выкрошивании большого числа зубьев рекомендуется зубчатое колесо отжечь и обработать по наружной поверхности до полного удаления зубчатого вооружения. На оставшуюся часть зубчатого колеса следует установить по горячей посадке кольцо-венец, на котором нарезать новые зубья и затем их термически обработать. Термическую обработку рекомендуется проводить токами высокой частоты, чтобы не нарушить натяг, полученный при горячей посадке венца. Отремонтированное зубчатое колесо должно быть обкатано на стенде в паре с зубчатым колесом, с которым оно будет работать. Обкатку ведут с применением абразивного порошка, смешанного с маслом или керосином. Для более ответственных и быстроходных зубчатых передач применяют пасту ГОИ. Пасту или абразивный материал наносят тонким слоем на зубья, а зубчатым колесам сообщают небольшие обороты. По мере увеличения площади прилегания зубьев число оборотов постепенно увеличивают с таким расчетом, чтобы окружная скорость на поверхности зубьев была не более 3 м/с.
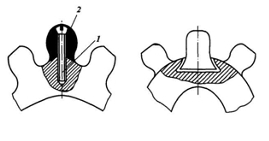
Рис. 11.4. Установка ввертыша с последующей наплавкой на месте сломанного зуба 1 - ввертыш; 2 - наплавленный металл Рис. 11.5. Установка нового зуба шестерни в «ласточкин хвост» 8.3.2 РЕМОНТ ЦЕПНЫХ КОЛЕС Цепные передачи широко используются в буровых лебедках, цепных редукторах, роторных приводах и в других машинах для бурения скважин и нефтегазодобычи. Основными дефектами цепных колес являются износ посадочной внутренней поверхности втулки из антифрикционного материала, запрессованной в ступицу колеса, изменение размеров профиля зубьев и диаметров впадин, смятие или разрушение кромок шпоночных канавок в ступице цепного колеса. Изношенную антифрикционную втулку выпрессовывают из ступицы и вместо нее запрессовывают новую, имеющую припуск по внутреннему диаметру. Затем цепное колесо вместе с втулкой устанавливают на карусельный или токарный станок и растачивают втулку на заданный размер. Цепные колеса, имеющие износ по профилю зуба и диаметру впадин, чаще всего ремонтируют способом замены части детали. Для этого на ремонтируемом колесе газовой горелкой срезают изношенные зубья и обтачивают колесо по наружной поверхности под горячую посадку. Отдельно изготовляют кольцо- венец, имеющий припуск на наружной поверхности. Кольцо устанавливают по горячей посадке на подготовленную поверхность цепного колеса, а затем в двух-трех местах стыка просверливают отверстия, нарезают резьбу и ввинчивают стопоры или накладывают прерывистые сварные швы (рис. 11.6). Температура нагрева кольца перед посадкой на остов колеса определяется из следующей зависимости: t=[(H-H0)/αd]+tH где H- натяг, мкм; H0 - минимальный сборочный зазор, мкм; а - коэффициент линейного расширения, 1/°С; tH - начальная температура, °С; d - диаметр сопряжения, мм. Не рекомендуется нагревать кольцо выше 700 °С. Цепное колесо с кольцом устанавливают на карусельный или токарный станок и обтачивают под заданный размер для последующего нарезания зубьев. Зубья нарезают на зубофрезерных или фрезерных станках. В отдельных случаях зубья восстанавливают электронаплавкой. Наплавленные зубья размечают и затем обрабатывают. При этом строго контролируют по шаблонам профиль зубьев и их шаг.
|
 |